正小、微型电机壳与薄壁铸件的快速冷焊工艺
来源:www.jjhtdj.com 发表时间:2019-05-09
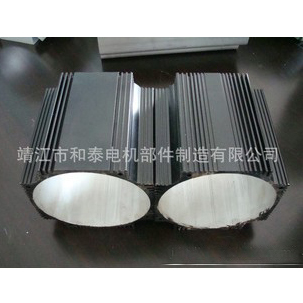
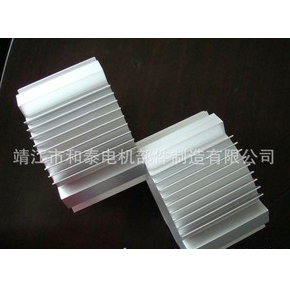
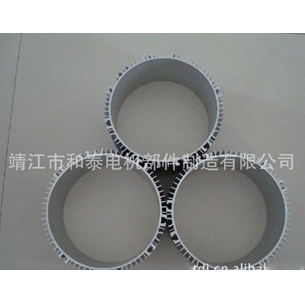
正小、微型电机壳及其薄壁铸件零件,结构复杂,散热筋多,在清理过程中极易损坏,接线盖之类溥壁件有较多的螺孔,装配要求一定的精度和外观质量,损坏时往往碎成数块。由于铸件刚性大,故焊接时产生应力也较大,所以施焊时要求严格控制局部温度,合理安排焊接顺序,以限制局部应力过大.焊前首先要把碎破的工件复位点固,再将已点好的部位压紧,然后再点固背后,再按正面顺序点固接口,并用电弧割出U型坡口,深度为工件厚度的一半,焊接时每次只焊二点,焊至各断面距工件表面2mm时,立即翻转,仍用上述方法割出坡口焊接,直到把坡口填满或稍高于母材,然后保温缓冷至室温后用手动砂轮将毛刺磨平即可装配使用。
正小、微型电机壳与薄壁铸件焊接可选用结422,结502,或结506及其它铸铁焊接。
上一条:电动机壳的标准温度一般是多少?
下一条:五一到,愿你五一劳动节快乐!
相关新闻
- 电机机壳的3个用途
- 铝电机壳的压铸流动性
- 电动机壳如何在特定的环境进行改造
- 铝合金的特性和用于拉伸铝电机壳的顶盖