怎么加工铝电机壳。
来源:www.jjhtdj.com 发表时间:2022-09-15
铝电机壳的功能有很多,但工作就是保持电机壳干燥。具体请听铝电机壳厂家的介绍。
在机械方面开始检查,如旋转轴的检查是柔性的前电动机壳;轴承应适当润滑;不要碰撞风扇的导风罩,固定电机底座的利率等。然后,检查电路,并检查电机的引线是否连接到。电机运行时间长,可拆卸维修。使用环境应保持干燥,电机表面应保持清洁,进风口不应受到灰尘、纤维等障碍物的影响。
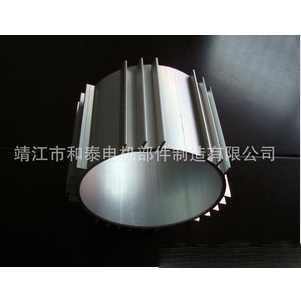
电机壳铸件并不是一个完整的圆柱体,圆柱体上还有很多突出的支架等附属结构。铸件各部分的壁厚变化很大,铸件在冷却凝固过程中的应力会比较大。以前无法准确预测铸件的变形趋势。起初铸造出来的电机壳直筒端部直径差15 mm,椭圆严重。通过在直筒端部设置环形铸筋,直筒端部直径误差在1毫米以内。
铝电机壳厂家表示,电机热保护和短路保护连续运行时,应从电机或过载或保护装置的设定值过低来确定故障。故障消除后,即可投入运行。根据连接到电源线连接器的接线图,它连接到一个紧固件,导致电线、电缆、电机、直接连接器和电源线连接器的绝缘和密封。电机壳厚度为4毫米圆环。它的作用之一是支撑和固定电机,另外两个是修复电机转子,使转子能顺利转动。构件两端分布7H -3xM5螺纹孔,安装固定端盖。工具的夹紧应居中。加工电器电机壳的孔径时,车刀要对中工件。在高位或低位加工电机壳时,偏压力会增大,影响电机壳加工的稳定性,加速刀具的磨损。加工电机壳时,应同向加工,反向转换,正向旋转。粗车少的话,通常一刀精车的一边不会在上面,所以半精车和精车会多留一点余量。当机床低速停车换高速时,也会出现上述情况。所以要避免不上,要保证同心度,要保持半精车和精车的余量,要避免在加工过程中出现正反转交替、速度过高的差速加工。机床加工性能等因素。保证同心度,加工电机壳。
下一条:微型电机壳零件的加工面划分
相关新闻
- 五一到,愿你五一劳动节快乐!
- 电动机壳因外力影响变形了怎么办?
- 压铸电机壳如果不接地有哪些危害?
- 电机铝壳和铸铁壳各有什么优缺点?