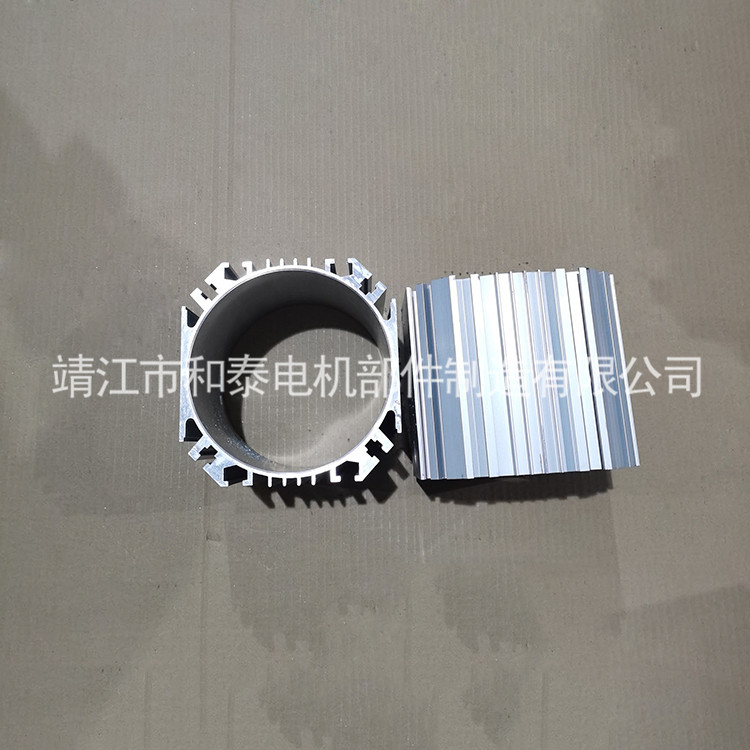
铝电机壳的焊接工艺有哪些特殊要求?
来源:www.jjhtdj.com 发表时间:2026-03-02
铝电机壳的焊接工艺确实有一些特殊要求,这主要是因为铝及铝合金具有导热性强、热容量大、线胀系数大、熔点低和高温强度小等特点,导致焊接难度较大。以下是一些关键的特殊要求:
一、焊前准备工作
焊材选用:需要选择适合铝材焊接的焊丝和焊剂。焊丝的选择应考虑材料的强度和耐腐蚀性,而焊剂则主要用于去除氧化膜和其他杂质。
坡口加工:铝材坡口应采用机械方法加工,坡口表面应呈银白色的金属光泽,必要时对坡口及两侧进行渗透检测。
表面清理:焊丝、坡口表面及其两侧必须进行严格的表面清理,以去除氧化膜、鳞片、污染和不合格的氧化色。清理时注意不要将氧化膜压入母材内,也不要使用砂轮或普通砂纸打磨,以免砂粒留在铝材里导致焊接缺陷。
二、焊接过程中的注意事项
焊接方法:铝电机壳的焊接方法主要包括非熔化极氩弧焊(TIG焊)、熔化极氩弧焊(MIG焊)和低温钎焊。每种方法都有其特定的使用技巧和注意事项。
TIG焊:需要掌握机器的调节,选择合适的钨极和氩气纯度,以及保持焊枪电缆的笔直。
MIG焊:需要选择稳定的脉冲电源和合适的送丝设备,以及使用石墨导管和铝焊接专用的导电嘴及导管。
低温钎焊:需要处理表面氧化膜,并选择熔点偏低的钎料进行焊接。
焊接参数:包括焊接电流、电压、焊接速度等,这些参数需要根据具体的焊接方法和材料特性进行调整。
气体保护:在焊接过程中,必须使用氩气作为保护气体,以防止铝材氧化。氩气的纯度应≥99.99%,露点应≤-55℃。
焊丝填入:焊丝的填入点不应位于电弧正下方,而应位于熔池边部,以避免影响母材熔化并破坏气体保护。
三、焊接后的处理工作
焊缝检查:焊接完成后,应对焊缝进行外观检查和必要的无损检测,以确保焊缝质量符合要求。
焊缝清理:焊缝表面应清除焊渣和飞溅物,并保持清洁和干燥。对于需要涂漆或进行其他表面处理的焊缝,还应按照相关要求进行预处理。
此外,还有一些额外的技巧可以提高铝电机壳的焊接质量。例如,在焊接过程中可以使用夹具和垫板来控制焊接变形和塌陷;在焊前预热可以降低焊接应力和裂纹倾向;在焊接结束后可以采用堆高熄弧法来避免焊缝产生裂纹等。
相关新闻
- 五一将至,提前祝大家劳动节快乐!
- 电动机壳带点故障的处理方式
- 电动机壳的质量检测
- 微型电机壳的壁厚通常在什么范围?